

 【壓縮機網】1、機組概況
合成氣壓縮機為甲醇裝置的長周期關鍵設備,為原料氣經合成氣壓縮機加壓后供甲醇合成反應器反應用。該機組是由DRESSER-RAND公司生產制造的離心式壓縮機,規格型號為DATUM D8R8S,由凝氣式汽輪機驅動。該壓縮機為采用8級壓縮,其中壓縮段5級,循環段3級,壓縮機進口壓力3.3MPa,出口壓力7.3MPa,最大轉速11754r/min,為徑向(立式)分體式殼體。轉子型式是“直通式轉子”,所有葉輪都朝向同一個方向,并且在排出端設置有平衡活塞。
2、機組主要檢修內容
2.1 合成氣壓縮機主要存在的問題
目前,合成氣壓縮機自2017年2月緊急搶修,發現級間密封以及內部腔體之間密封損壞腐蝕嚴重,做臨時維修后開車至今,雖運行尚算平穩但不能達到設計的壓縮能力,影響了裝置長周期滿負荷正常生產。
2.2 機組主要檢修內容
本次檢修以更換壓縮機芯包檢修為主,主要包括以下檢修內容:
2.2.1 壓縮機部分
(1) 壓縮機整體更換轉子芯包
(2) 聯軸器更換國產化備件
(3) 聯軸器重新對中
(4) 干氣密封更換
2.2.2 機組輔助系統檢查、檢修
(1) 潤滑油系統:
油冷卻器應拆開封頭清洗循環水管程。
(2) 潤滑油、控制油管路儀表閥門、控制系統檢查、整定。
2.2.3 檢修結束后,損壞保溫、防腐修復
3、合成氣壓縮機大修
3.1 檢修前的準備工作
(1) 結合機組的運行狀況及故障特征,提出檢修計劃,制定檢修方案及檢修網絡,確定檢修項目及內容;
(2) 檢修計劃和檢修方案的討論和審核;
(3) 檢修材料及備件的落實,檢修工器具及專用工具的準備,橫吊的落實;
(4) 設備技術檔案及技術圖紙資料的審閱和準備;
(5) 對檢修人員進行現場技術交底;
(6) 施工現場符合安全衛生標準,檢修全辦好檢修作業票,并檢查確認機組與外部系統水、電、氣、風、介質已進行隔離、置換,已滿足機組安全檢修條件;
(7) 輔材:乙醇(酒精)、塑料薄膜、密封膠、各種管道密封墊片、白布、信封。
(8) 工器具的準備:拆裝液壓專用工具,扭矩扳手,百分表2只,千分尺1把、游標卡尺1把、深度尺1把,套筒1套,激光對中儀1套,殼體吊裝用導向絲杠,頂絲,其它常用工具及吊裝工具。
3.2 機組的檢修拆卸步驟
(1) 拆除機組各種測溫、測振等儀表接線,拆除附件、油氣管線、護罩,并將所有接管開口封好;
(2) 拆卸聯軸器,并復查找正。
①拆卸的聯軸器螺栓應做好標記;
②拆卸聯軸器護罩,聯軸器中間節,將壓縮機轉子推向止推軸承主推側,汽輪機輸出軸與壓縮機轉子處于同向側,測量記錄兩軸端間距,如下圖為安裝時判斷內筒體是否到位作參考及聯軸器對中找正參考。
【壓縮機網】1、機組概況
合成氣壓縮機為甲醇裝置的長周期關鍵設備,為原料氣經合成氣壓縮機加壓后供甲醇合成反應器反應用。該機組是由DRESSER-RAND公司生產制造的離心式壓縮機,規格型號為DATUM D8R8S,由凝氣式汽輪機驅動。該壓縮機為采用8級壓縮,其中壓縮段5級,循環段3級,壓縮機進口壓力3.3MPa,出口壓力7.3MPa,最大轉速11754r/min,為徑向(立式)分體式殼體。轉子型式是“直通式轉子”,所有葉輪都朝向同一個方向,并且在排出端設置有平衡活塞。
2、機組主要檢修內容
2.1 合成氣壓縮機主要存在的問題
目前,合成氣壓縮機自2017年2月緊急搶修,發現級間密封以及內部腔體之間密封損壞腐蝕嚴重,做臨時維修后開車至今,雖運行尚算平穩但不能達到設計的壓縮能力,影響了裝置長周期滿負荷正常生產。
2.2 機組主要檢修內容
本次檢修以更換壓縮機芯包檢修為主,主要包括以下檢修內容:
2.2.1 壓縮機部分
(1) 壓縮機整體更換轉子芯包
(2) 聯軸器更換國產化備件
(3) 聯軸器重新對中
(4) 干氣密封更換
2.2.2 機組輔助系統檢查、檢修
(1) 潤滑油系統:
油冷卻器應拆開封頭清洗循環水管程。
(2) 潤滑油、控制油管路儀表閥門、控制系統檢查、整定。
2.2.3 檢修結束后,損壞保溫、防腐修復
3、合成氣壓縮機大修
3.1 檢修前的準備工作
(1) 結合機組的運行狀況及故障特征,提出檢修計劃,制定檢修方案及檢修網絡,確定檢修項目及內容;
(2) 檢修計劃和檢修方案的討論和審核;
(3) 檢修材料及備件的落實,檢修工器具及專用工具的準備,橫吊的落實;
(4) 設備技術檔案及技術圖紙資料的審閱和準備;
(5) 對檢修人員進行現場技術交底;
(6) 施工現場符合安全衛生標準,檢修全辦好檢修作業票,并檢查確認機組與外部系統水、電、氣、風、介質已進行隔離、置換,已滿足機組安全檢修條件;
(7) 輔材:乙醇(酒精)、塑料薄膜、密封膠、各種管道密封墊片、白布、信封。
(8) 工器具的準備:拆裝液壓專用工具,扭矩扳手,百分表2只,千分尺1把、游標卡尺1把、深度尺1把,套筒1套,激光對中儀1套,殼體吊裝用導向絲杠,頂絲,其它常用工具及吊裝工具。
3.2 機組的檢修拆卸步驟
(1) 拆除機組各種測溫、測振等儀表接線,拆除附件、油氣管線、護罩,并將所有接管開口封好;
(2) 拆卸聯軸器,并復查找正。
①拆卸的聯軸器螺栓應做好標記;
②拆卸聯軸器護罩,聯軸器中間節,將壓縮機轉子推向止推軸承主推側,汽輪機輸出軸與壓縮機轉子處于同向側,測量記錄兩軸端間距,如下圖為安裝時判斷內筒體是否到位作參考及聯軸器對中找正參考。
 ③軸竄量和軸對中核查
在聯軸器拆下后,用推軸法測量得的壓縮機軸竄量,同時檢查測量軸對中情況,作為原始拆卸數據記錄。
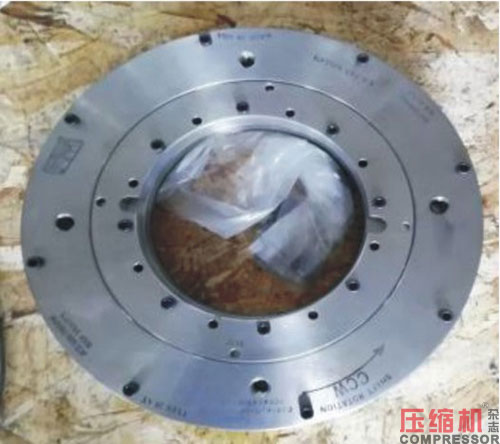
(3) 拆卸剪切環,準備抽內缸轉子
壓縮機修理端機頭是通過在機殼腔內轉動的一個環形套筒內的定位環和剪切環來抗御其內部壓力而保持其位置的,如下圖所示。
③軸竄量和軸對中核查
在聯軸器拆下后,用推軸法測量得的壓縮機軸竄量,同時檢查測量軸對中情況,作為原始拆卸數據記錄。
(3) 拆卸剪切環,準備抽內缸轉子
壓縮機修理端機頭是通過在機殼腔內轉動的一個環形套筒內的定位環和剪切環來抗御其內部壓力而保持其位置的,如下圖所示。
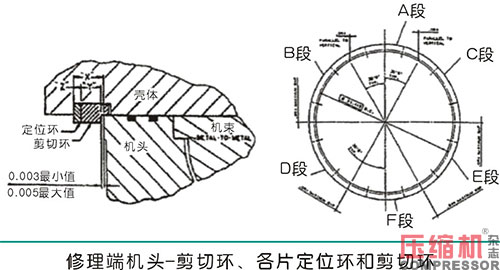 壓縮機的剪切環拆卸時觀察剪力環一個蓋一個的覆蓋關系,各塊的位置拆卸前應作好標記,先拆卸最上面一塊,然后左右,最后拆卸最下面一塊。剪力環中部都有頂絲,可將剪力環頂出。
(4) 內缸機束總裝件的抽出
①對機殼腔和機束總裝件的配合做好標記,以保證在將機束重新裝回到機殼中去時能使機束與機殼腔正確地對準。
②用測深微米表測量,從機殼的端面到吸氣端機頭之間的間距,取圓周均布四處測量尺寸,并加以記錄。以便在回裝機束總裝件時的定位尺寸( 0.0762-0.1270毫米),才能將剪切環和定位環片段裝配到機殼的環形套筒中。
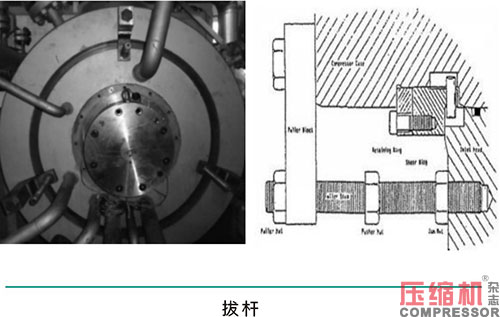
③用專用的拔具模塊和螺桿,如下圖,均衡地將機束總裝件從機腔中拉出。
壓縮機的剪切環拆卸時觀察剪力環一個蓋一個的覆蓋關系,各塊的位置拆卸前應作好標記,先拆卸最上面一塊,然后左右,最后拆卸最下面一塊。剪力環中部都有頂絲,可將剪力環頂出。
(4) 內缸機束總裝件的抽出
①對機殼腔和機束總裝件的配合做好標記,以保證在將機束重新裝回到機殼中去時能使機束與機殼腔正確地對準。
②用測深微米表測量,從機殼的端面到吸氣端機頭之間的間距,取圓周均布四處測量尺寸,并加以記錄。以便在回裝機束總裝件時的定位尺寸( 0.0762-0.1270毫米),才能將剪切環和定位環片段裝配到機殼的環形套筒中。
③用專用的拔具模塊和螺桿,如下圖,均衡地將機束總裝件從機腔中拉出。
 ④安裝專用的機束托架工具,利用托架工具上的緊線夾,慢慢地將機束總裝件從壓縮機殼體中拉出來,落到托架上。
⑤安裝機束起吊專用裝置,掉出機束。
(5) 拆卸止推軸承和止推盤
止推軸承和止推盤拆卸步驟如下:
①拆除前后罩殼,用推軸法測量止推瓦的間隙,即軸竄量;
②拆軸承溫度測量探頭;
③卸去止推軸承上半,檢測止推盤端面跳動,拆卸止推軸承;
④安裝專用的機束托架工具,利用托架工具上的緊線夾,慢慢地將機束總裝件從壓縮機殼體中拉出來,落到托架上。
⑤安裝機束起吊專用裝置,掉出機束。
(5) 拆卸止推軸承和止推盤
止推軸承和止推盤拆卸步驟如下:
①拆除前后罩殼,用推軸法測量止推瓦的間隙,即軸竄量;
②拆軸承溫度測量探頭;
③卸去止推軸承上半,檢測止推盤端面跳動,拆卸止推軸承;
 ④用液壓專用具拆卸止推盤。
④用液壓專用具拆卸止推盤。
 作業要點:
①止推瓦拆卸前要注意兩道O型圈的位置,并注意儀表線的穿出孔位置,止推瓦的背部有調節墊片,用螺絲固定于止推瓦背部。通過調節這個墊子的厚度,可以完成軸竄量的調節。
②拆卸下來的止推瓦要標明主副以及每個瓦塊所處的位置,以便回裝時不出現錯誤。
③止推瓦取出后,還需測一次軸竄量,這個竄量是轉子在內筒體中的總竄量,是安裝機械密封時,機封定位的標準(即轉子位于內筒體正中間時,鎖機封)。
④止推盤拆卸前,測量止推盤距離軸頭平面的距離“C”,這個數據是回裝時判斷止推盤到位與否的參照。
(6) 拆卸徑向軸承
用抬軸法(可傾瓦)配合塞尺測量徑向軸承間隙,然后拆除徑向軸承;注意徑向軸承一旦拆除后,不允許進行盤車,否則各級氣封會受到損害。
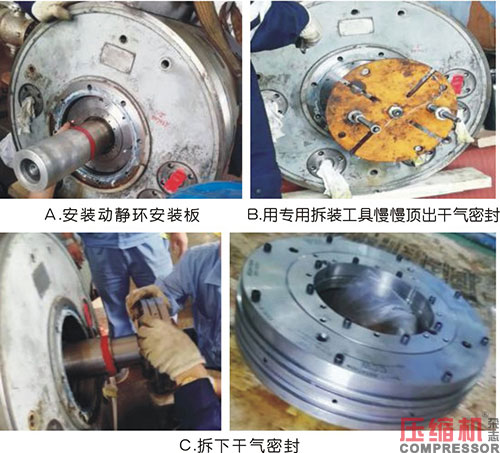
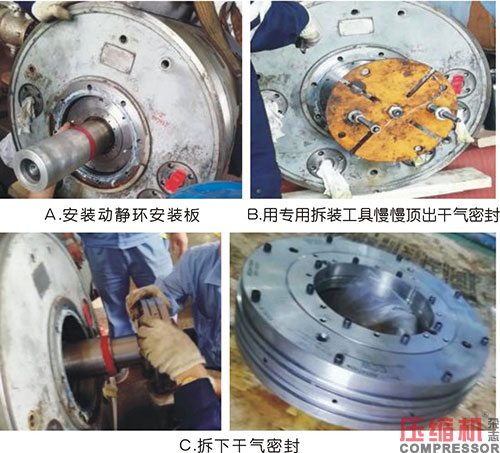
(7) 拆卸干氣密封
用專用干氣密封拔具工具拆除兩端干氣密封。如下圖:
作業要點:
①止推瓦拆卸前要注意兩道O型圈的位置,并注意儀表線的穿出孔位置,止推瓦的背部有調節墊片,用螺絲固定于止推瓦背部。通過調節這個墊子的厚度,可以完成軸竄量的調節。
②拆卸下來的止推瓦要標明主副以及每個瓦塊所處的位置,以便回裝時不出現錯誤。
③止推瓦取出后,還需測一次軸竄量,這個竄量是轉子在內筒體中的總竄量,是安裝機械密封時,機封定位的標準(即轉子位于內筒體正中間時,鎖機封)。
④止推盤拆卸前,測量止推盤距離軸頭平面的距離“C”,這個數據是回裝時判斷止推盤到位與否的參照。
(6) 拆卸徑向軸承
用抬軸法(可傾瓦)配合塞尺測量徑向軸承間隙,然后拆除徑向軸承;注意徑向軸承一旦拆除后,不允許進行盤車,否則各級氣封會受到損害。
(7) 拆卸干氣密封
用專用干氣密封拔具工具拆除兩端干氣密封。如下圖:
(8) 更換轉子芯包
本次檢修為整體更換內缸機束,用專用的吊裝工具把新機束殼吊裝到安裝平臺上,掉出新轉子芯上殼體,對殼體隔板、氣封及油封部件進行檢查,用清潔劑清洗部件防銹油。
 3.3 機組的回裝
機組的回裝過程為拆卸過程的逆過程,詳細可參考機組的拆卸過程,其回裝的流程如下:
隔板和氣封間隙的檢查→轉子的安裝→軸封的安裝→軸承(徑向軸承、推力軸承)的安裝→測溫探頭的回裝→機束上蓋的回裝→內缸機束總裝件的回裝→測振、位移等探頭的回裝→聯軸器回裝及找正→儀器儀表及管線的恢復
在回裝時要注意各主要關鍵部件裝配的質量控制,確保回裝的質量。
4、合成氣壓縮機檢修主要的質量控制要點
(1) 對所有拆卸或更換的裝配件進行全面檢查,不得有型砂、顆粒、焊豆、飛邊、毛刺、鐵屑、油污、污物、灰塵等及磕碰劃傷現象,尤其是轉子軸上的測振區。
(2) 將所有裝配件全面徹底地清理干凈,尤其測振區、軸頸必須保護好。
(3) 機組各零部件裝配間隙的質量控制
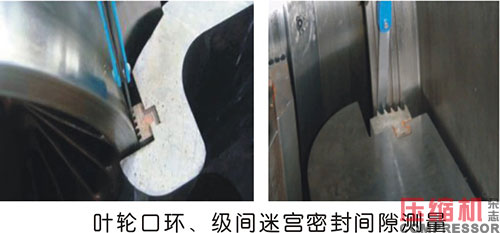
為了保證機組裝配的質量,在進行機組各部件安裝時,要嚴格控制好各零部件的裝配間隙。本壓縮機組主要的零部件裝配間隙有:葉輪口環迷宮式密封間隙、級間迷宮式密封間隙、平衡盤迷宮式密封間隙、油封、徑向軸承間隙和推力軸承軸向間隙。因此,在檢修時做為重點的質量控制點進行控制和調整。
①上、下殼葉輪口環及級間迷宮密封等間隙測量,要求間隙符合標準。
下機殼的密封間隙用長塞尺測量間隙,保證密封間隙均勻,如下圖所示:
3.3 機組的回裝
機組的回裝過程為拆卸過程的逆過程,詳細可參考機組的拆卸過程,其回裝的流程如下:
隔板和氣封間隙的檢查→轉子的安裝→軸封的安裝→軸承(徑向軸承、推力軸承)的安裝→測溫探頭的回裝→機束上蓋的回裝→內缸機束總裝件的回裝→測振、位移等探頭的回裝→聯軸器回裝及找正→儀器儀表及管線的恢復
在回裝時要注意各主要關鍵部件裝配的質量控制,確保回裝的質量。
4、合成氣壓縮機檢修主要的質量控制要點
(1) 對所有拆卸或更換的裝配件進行全面檢查,不得有型砂、顆粒、焊豆、飛邊、毛刺、鐵屑、油污、污物、灰塵等及磕碰劃傷現象,尤其是轉子軸上的測振區。
(2) 將所有裝配件全面徹底地清理干凈,尤其測振區、軸頸必須保護好。
(3) 機組各零部件裝配間隙的質量控制
為了保證機組裝配的質量,在進行機組各部件安裝時,要嚴格控制好各零部件的裝配間隙。本壓縮機組主要的零部件裝配間隙有:葉輪口環迷宮式密封間隙、級間迷宮式密封間隙、平衡盤迷宮式密封間隙、油封、徑向軸承間隙和推力軸承軸向間隙。因此,在檢修時做為重點的質量控制點進行控制和調整。
①上、下殼葉輪口環及級間迷宮密封等間隙測量,要求間隙符合標準。
下機殼的密封間隙用長塞尺測量間隙,保證密封間隙均勻,如下圖所示:
 上汽封一般用貼醫用膠布法測量與壓鉛絲法測量間隙,如圖所示:
上汽封一般用貼醫用膠布法測量與壓鉛絲法測量間隙,如圖所示:
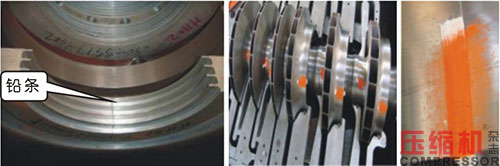 A.壓鉛絲法測量間隙。
根據間隙的大小選擇合適的鉛絲。鉛絲粗細必須比密封間隙要大一些,壓完鉛絲必須確認壓出痕跡。
B.貼膠布,盤轉子測量間隙。
用膠布測量上機殼口圈密封、軸封間隙。盤轉子一周,檢查膠布接觸痕跡不能過重,輕微接觸即可。上機殼下落時,注意密封、隔板與轉子之間的相對刮碰,膠布要錯開,不能重合。
②隔板的檢查:用塞尺檢查各級隔板定位面間隙,要求間隙符合標準。
A.壓鉛絲法測量間隙。
根據間隙的大小選擇合適的鉛絲。鉛絲粗細必須比密封間隙要大一些,壓完鉛絲必須確認壓出痕跡。
B.貼膠布,盤轉子測量間隙。
用膠布測量上機殼口圈密封、軸封間隙。盤轉子一周,檢查膠布接觸痕跡不能過重,輕微接觸即可。上機殼下落時,注意密封、隔板與轉子之間的相對刮碰,膠布要錯開,不能重合。
②隔板的檢查:用塞尺檢查各級隔板定位面間隙,要求間隙符合標準。
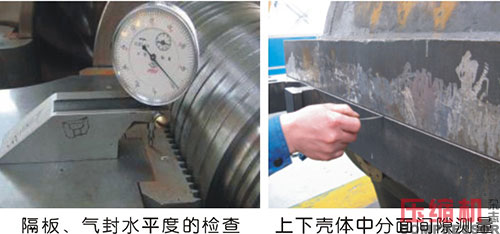
 ③密封與隔板、隔板與內機殼中分面水平打表測量
確認密封及上下隔板中分面打表值之和小于0,檢查密封與隔板中分面間符合要求。打表值代數和大于0會造成密封隔板變形,機組竄氣,無法合箱。
③密封與隔板、隔板與內機殼中分面水平打表測量
確認密封及上下隔板中分面打表值之和小于0,檢查密封與隔板中分面間符合要求。打表值代數和大于0會造成密封隔板變形,機組竄氣,無法合箱。
 (4) 干氣密封的回裝控制點
本次大修更換干氣密封組件,干氣密封安裝是機組檢修非常關鍵的質量控制點,其安裝質量關系到以后機組長周期生產運行。其安裝作業要點如下:
(4) 干氣密封的回裝控制點
本次大修更換干氣密封組件,干氣密封安裝是機組檢修非常關鍵的質量控制點,其安裝質量關系到以后機組長周期生產運行。其安裝作業要點如下:
 ①由于密封筒體的性能與旋轉方向有很大關系,在安裝前,應確認軸的旋轉方向與密封的結構相吻合。
②檢查轉子軸和密封腔表面沒有任何毛刺或缺口,清洗干凈密封將要裝配到其中的整個部位,并根據需要進行修整。
③測量轉子與壓縮機機殼之間的軸向相對位置,作為密封的安裝基準。
④在密封安裝之前,對密封筒體進行試轉,以盡量避免次級密封組件的“懸空”狀況,導致密封一開始就有較大的泄漏。
⑤給內“O”形圈輕輕涂上硅基潤滑脂,在機軸和軸套腔內輕輕涂上一層抗咬結膏。
⑥將密封筒體放入密封腔,用專用的壓具板將密封筒體均衡地頂到壓縮機中,將密封筒體壓入到底,直至定位環和壓縮機殼體之間形成金屬與金屬間的接觸面。
⑦安裝定位塊。
(5)支撐軸承、推力軸承的間隙或調整質量控制點
支撐軸承和推力軸承的間隙是機組檢修關鍵的質量控制點,在拆卸和安裝時都需要測量支撐軸承和推力軸承的間隙。
1) 支撐軸承的間隙測量
用抬軸法(可傾瓦)或壓鉛法配合塞尺測量徑向軸承間隙,符合設計要求。
①由于密封筒體的性能與旋轉方向有很大關系,在安裝前,應確認軸的旋轉方向與密封的結構相吻合。
②檢查轉子軸和密封腔表面沒有任何毛刺或缺口,清洗干凈密封將要裝配到其中的整個部位,并根據需要進行修整。
③測量轉子與壓縮機機殼之間的軸向相對位置,作為密封的安裝基準。
④在密封安裝之前,對密封筒體進行試轉,以盡量避免次級密封組件的“懸空”狀況,導致密封一開始就有較大的泄漏。
⑤給內“O”形圈輕輕涂上硅基潤滑脂,在機軸和軸套腔內輕輕涂上一層抗咬結膏。
⑥將密封筒體放入密封腔,用專用的壓具板將密封筒體均衡地頂到壓縮機中,將密封筒體壓入到底,直至定位環和壓縮機殼體之間形成金屬與金屬間的接觸面。
⑦安裝定位塊。
(5)支撐軸承、推力軸承的間隙或調整質量控制點
支撐軸承和推力軸承的間隙是機組檢修關鍵的質量控制點,在拆卸和安裝時都需要測量支撐軸承和推力軸承的間隙。
1) 支撐軸承的間隙測量
用抬軸法(可傾瓦)或壓鉛法配合塞尺測量徑向軸承間隙,符合設計要求。
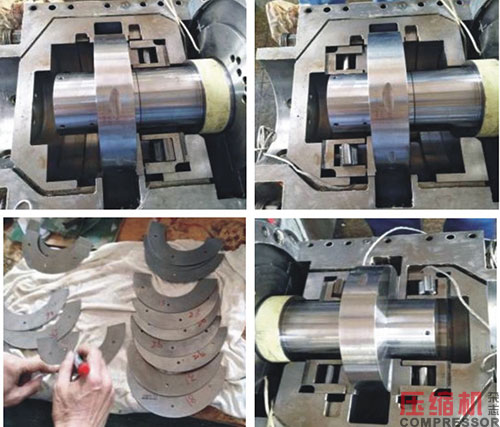
 2) 推力軸承的間隙測量
用推軸法測量推力軸承間隙,將百分表表座固定在泵頭端面,百分表指針垂直指向驅動端軸頭端面,竄動轉子,使轉子軸朝推力軸承方向移動到其行程的終點,將千分表的指示設定到零,將轉子軸朝驅動端方向移動到其行程的終點。此時千分卡指示器上的讀數值就是其軸向間隙的總值,即軸向總竄量,符合設計要求。
3) 推力軸承墊整塊的尺寸確定
因本次檢修為整體更換內缸機束(更換轉子),轉子要重新安裝,因此要重新確定推力軸承調整墊的厚度尺寸,確定推力軸承的竄量符合設計要求,即保持推力軸承的運行間隙符合要求。
2) 推力軸承的間隙測量
用推軸法測量推力軸承間隙,將百分表表座固定在泵頭端面,百分表指針垂直指向驅動端軸頭端面,竄動轉子,使轉子軸朝推力軸承方向移動到其行程的終點,將千分表的指示設定到零,將轉子軸朝驅動端方向移動到其行程的終點。此時千分卡指示器上的讀數值就是其軸向間隙的總值,即軸向總竄量,符合設計要求。
3) 推力軸承墊整塊的尺寸確定
因本次檢修為整體更換內缸機束(更換轉子),轉子要重新安裝,因此要重新確定推力軸承調整墊的厚度尺寸,確定推力軸承的竄量符合設計要求,即保持推力軸承的運行間隙符合要求。
 確定推力軸承調整墊厚度尺寸的作業要點:
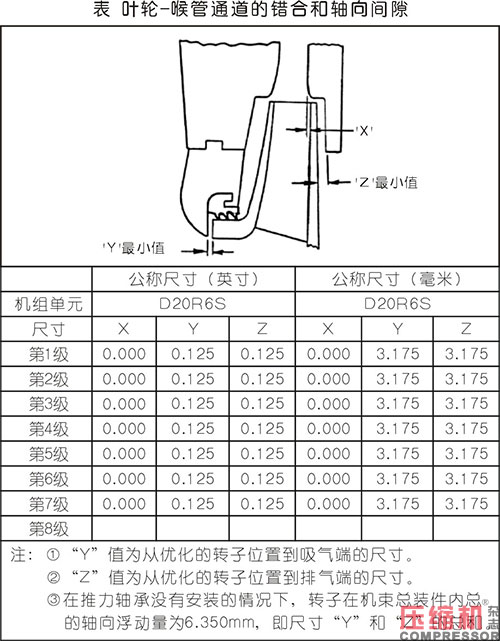
①葉輪-喉管通道錯合量及軸向間隙
在未安裝推力軸承,調整每片葉輪的錯合程度,對轉子進行軸向取中定位,使錯合量達到盡可能優化的水平,如上表所示。
②調整墊的尺寸確定
A.外側推力軸承調整墊厚度尺寸的確定
安裝下半部分外側推力軸承,不帶調整墊,確認軸承靴完全緊靠在推力盤上,仔細地測量基底環背面到推力軸承外殼之間的間隙(間隙值1),則間隙值1就是外側推力軸承調整墊所需的厚度,裝上調整墊,回裝外側推力軸承。
確定推力軸承調整墊厚度尺寸的作業要點:
①葉輪-喉管通道錯合量及軸向間隙
在未安裝推力軸承,調整每片葉輪的錯合程度,對轉子進行軸向取中定位,使錯合量達到盡可能優化的水平,如上表所示。
②調整墊的尺寸確定
A.外側推力軸承調整墊厚度尺寸的確定
安裝下半部分外側推力軸承,不帶調整墊,確認軸承靴完全緊靠在推力盤上,仔細地測量基底環背面到推力軸承外殼之間的間隙(間隙值1),則間隙值1就是外側推力軸承調整墊所需的厚度,裝上調整墊,回裝外側推力軸承。
 B.內側推力軸承調整墊厚度尺寸的確定
使推力盤緊靠外側推力靴,安裝下半部分的內側推力軸承,不帶調整墊,使推力靴緊靠推力盤,測量內側推力軸承基底環和外殼座合面之間的間隙(間隙值2),則內側推力軸承調整墊的厚度是間隙值2減去推力軸承運行總間隙的設計值。
(5) 聯軸器對中找正
B.內側推力軸承調整墊厚度尺寸的確定
使推力盤緊靠外側推力靴,安裝下半部分的內側推力軸承,不帶調整墊,使推力靴緊靠推力盤,測量內側推力軸承基底環和外殼座合面之間的間隙(間隙值2),則內側推力軸承調整墊的厚度是間隙值2減去推力軸承運行總間隙的設計值。
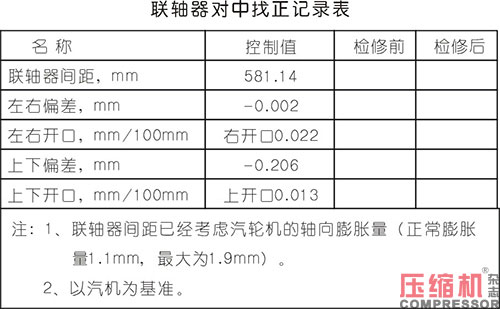
(5) 聯軸器對中找正
 機組安裝完成后,聯軸器對中找正是機組檢修的關鍵質量控制節點,本次檢修在冷態下采用激光對中儀進行對中找正。聯軸器對中找正的質量控制值如下表:
機組安裝完成后,聯軸器對中找正是機組檢修的關鍵質量控制節點,本次檢修在冷態下采用激光對中儀進行對中找正。聯軸器對中找正的質量控制值如下表:
 5、結語
綜上,通過本次合成氣壓縮機的大修過程,總結出了離心式壓縮機組檢修的步驟程序及檢修質量控制要點,重點闡述機組檢修前的準備工作、檢修方案的編制和審批、技術交底,檢修步驟及檢修過程質量控制要點,對指導離心式壓縮機組的大修有一定的現實指導意義。
參考文獻
[2]中國石化集團上海工程有限公司.化工工藝設計手冊 第四版(上下冊).北京:化學工業出版社,2009.6.
[3]王福利. 石油化工廠設備檢修手冊 壓縮機組.北京:中國石化出版社,2007
作者簡介
石芝鋒 ,過程裝備與控制工程專業,本科學士,工程師,現就職于廣西華誼能源化工有限公司,任設備工程師。在石油化工、煤化工及燃氣行業從事設備專業技術管理工作近10年,曾就職于中國燃氣、廣西欽州泰興石油化工有限公司。
5、結語
綜上,通過本次合成氣壓縮機的大修過程,總結出了離心式壓縮機組檢修的步驟程序及檢修質量控制要點,重點闡述機組檢修前的準備工作、檢修方案的編制和審批、技術交底,檢修步驟及檢修過程質量控制要點,對指導離心式壓縮機組的大修有一定的現實指導意義。
參考文獻
[2]中國石化集團上海工程有限公司.化工工藝設計手冊 第四版(上下冊).北京:化學工業出版社,2009.6.
[3]王福利. 石油化工廠設備檢修手冊 壓縮機組.北京:中國石化出版社,2007
作者簡介
石芝鋒 ,過程裝備與控制工程專業,本科學士,工程師,現就職于廣西華誼能源化工有限公司,任設備工程師。在石油化工、煤化工及燃氣行業從事設備專業技術管理工作近10年,曾就職于中國燃氣、廣西欽州泰興石油化工有限公司。
來源:本站原創
【壓縮機網】1、機組概況
合成氣壓縮機為甲醇裝置的長周期關鍵設備,為原料氣經合成氣壓縮機加壓后供甲醇合成反應器反應用。該機組是由DRESSER-RAND公司生產制造的離心式壓縮機,規格型號為DATUM D8R8S,由凝氣式汽輪機驅動。該壓縮機為采用8級壓縮,其中壓縮段5級,循環段3級,壓縮機進口壓力3.3MPa,出口壓力7.3MPa,最大轉速11754r/min,為徑向(立式)分體式殼體。轉子型式是“直通式轉子”,所有葉輪都朝向同一個方向,并且在排出端設置有平衡活塞。
2、機組主要檢修內容
2.1 合成氣壓縮機主要存在的問題
目前,合成氣壓縮機自2017年2月緊急搶修,發現級間密封以及內部腔體之間密封損壞腐蝕嚴重,做臨時維修后開車至今,雖運行尚算平穩但不能達到設計的壓縮能力,影響了裝置長周期滿負荷正常生產。
2.2 機組主要檢修內容
本次檢修以更換壓縮機芯包檢修為主,主要包括以下檢修內容:
2.2.1 壓縮機部分
(1) 壓縮機整體更換轉子芯包
(2) 聯軸器更換國產化備件
(3) 聯軸器重新對中
(4) 干氣密封更換
2.2.2 機組輔助系統檢查、檢修
(1) 潤滑油系統:
油冷卻器應拆開封頭清洗循環水管程。
(2) 潤滑油、控制油管路儀表閥門、控制系統檢查、整定。
2.2.3 檢修結束后,損壞保溫、防腐修復
3、合成氣壓縮機大修
3.1 檢修前的準備工作
(1) 結合機組的運行狀況及故障特征,提出檢修計劃,制定檢修方案及檢修網絡,確定檢修項目及內容;
(2) 檢修計劃和檢修方案的討論和審核;
(3) 檢修材料及備件的落實,檢修工器具及專用工具的準備,橫吊的落實;
(4) 設備技術檔案及技術圖紙資料的審閱和準備;
(5) 對檢修人員進行現場技術交底;
(6) 施工現場符合安全衛生標準,檢修全辦好檢修作業票,并檢查確認機組與外部系統水、電、氣、風、介質已進行隔離、置換,已滿足機組安全檢修條件;
(7) 輔材:乙醇(酒精)、塑料薄膜、密封膠、各種管道密封墊片、白布、信封。
(8) 工器具的準備:拆裝液壓專用工具,扭矩扳手,百分表2只,千分尺1把、游標卡尺1把、深度尺1把,套筒1套,激光對中儀1套,殼體吊裝用導向絲杠,頂絲,其它常用工具及吊裝工具。
3.2 機組的檢修拆卸步驟
(1) 拆除機組各種測溫、測振等儀表接線,拆除附件、油氣管線、護罩,并將所有接管開口封好;
(2) 拆卸聯軸器,并復查找正。
①拆卸的聯軸器螺栓應做好標記;
②拆卸聯軸器護罩,聯軸器中間節,將壓縮機轉子推向止推軸承主推側,汽輪機輸出軸與壓縮機轉子處于同向側,測量記錄兩軸端間距,如下圖為安裝時判斷內筒體是否到位作參考及聯軸器對中找正參考。
③軸竄量和軸對中核查
在聯軸器拆下后,用推軸法測量得的壓縮機軸竄量,同時檢查測量軸對中情況,作為原始拆卸數據記錄。
(3) 拆卸剪切環,準備抽內缸轉子
壓縮機修理端機頭是通過在機殼腔內轉動的一個環形套筒內的定位環和剪切環來抗御其內部壓力而保持其位置的,如下圖所示。
壓縮機的剪切環拆卸時觀察剪力環一個蓋一個的覆蓋關系,各塊的位置拆卸前應作好標記,先拆卸最上面一塊,然后左右,最后拆卸最下面一塊。剪力環中部都有頂絲,可將剪力環頂出。
(4) 內缸機束總裝件的抽出
①對機殼腔和機束總裝件的配合做好標記,以保證在將機束重新裝回到機殼中去時能使機束與機殼腔正確地對準。
②用測深微米表測量,從機殼的端面到吸氣端機頭之間的間距,取圓周均布四處測量尺寸,并加以記錄。以便在回裝機束總裝件時的定位尺寸( 0.0762-0.1270毫米),才能將剪切環和定位環片段裝配到機殼的環形套筒中。
③用專用的拔具模塊和螺桿,如下圖,均衡地將機束總裝件從機腔中拉出。
④安裝專用的機束托架工具,利用托架工具上的緊線夾,慢慢地將機束總裝件從壓縮機殼體中拉出來,落到托架上。
⑤安裝機束起吊專用裝置,掉出機束。
(5) 拆卸止推軸承和止推盤
止推軸承和止推盤拆卸步驟如下:
①拆除前后罩殼,用推軸法測量止推瓦的間隙,即軸竄量;
②拆軸承溫度測量探頭;
③卸去止推軸承上半,檢測止推盤端面跳動,拆卸止推軸承;
④用液壓專用具拆卸止推盤。
作業要點:
①止推瓦拆卸前要注意兩道O型圈的位置,并注意儀表線的穿出孔位置,止推瓦的背部有調節墊片,用螺絲固定于止推瓦背部。通過調節這個墊子的厚度,可以完成軸竄量的調節。
②拆卸下來的止推瓦要標明主副以及每個瓦塊所處的位置,以便回裝時不出現錯誤。
③止推瓦取出后,還需測一次軸竄量,這個竄量是轉子在內筒體中的總竄量,是安裝機械密封時,機封定位的標準(即轉子位于內筒體正中間時,鎖機封)。
④止推盤拆卸前,測量止推盤距離軸頭平面的距離“C”,這個數據是回裝時判斷止推盤到位與否的參照。
(6) 拆卸徑向軸承
用抬軸法(可傾瓦)配合塞尺測量徑向軸承間隙,然后拆除徑向軸承;注意徑向軸承一旦拆除后,不允許進行盤車,否則各級氣封會受到損害。
(7) 拆卸干氣密封
用專用干氣密封拔具工具拆除兩端干氣密封。如下圖:
(8) 更換轉子芯包
本次檢修為整體更換內缸機束,用專用的吊裝工具把新機束殼吊裝到安裝平臺上,掉出新轉子芯上殼體,對殼體隔板、氣封及油封部件進行檢查,用清潔劑清洗部件防銹油。
3.3 機組的回裝
機組的回裝過程為拆卸過程的逆過程,詳細可參考機組的拆卸過程,其回裝的流程如下:
隔板和氣封間隙的檢查→轉子的安裝→軸封的安裝→軸承(徑向軸承、推力軸承)的安裝→測溫探頭的回裝→機束上蓋的回裝→內缸機束總裝件的回裝→測振、位移等探頭的回裝→聯軸器回裝及找正→儀器儀表及管線的恢復
在回裝時要注意各主要關鍵部件裝配的質量控制,確保回裝的質量。
4、合成氣壓縮機檢修主要的質量控制要點
(1) 對所有拆卸或更換的裝配件進行全面檢查,不得有型砂、顆粒、焊豆、飛邊、毛刺、鐵屑、油污、污物、灰塵等及磕碰劃傷現象,尤其是轉子軸上的測振區。
(2) 將所有裝配件全面徹底地清理干凈,尤其測振區、軸頸必須保護好。
(3) 機組各零部件裝配間隙的質量控制
為了保證機組裝配的質量,在進行機組各部件安裝時,要嚴格控制好各零部件的裝配間隙。本壓縮機組主要的零部件裝配間隙有:葉輪口環迷宮式密封間隙、級間迷宮式密封間隙、平衡盤迷宮式密封間隙、油封、徑向軸承間隙和推力軸承軸向間隙。因此,在檢修時做為重點的質量控制點進行控制和調整。
①上、下殼葉輪口環及級間迷宮密封等間隙測量,要求間隙符合標準。
下機殼的密封間隙用長塞尺測量間隙,保證密封間隙均勻,如下圖所示:
上汽封一般用貼醫用膠布法測量與壓鉛絲法測量間隙,如圖所示:
A.壓鉛絲法測量間隙。
根據間隙的大小選擇合適的鉛絲。鉛絲粗細必須比密封間隙要大一些,壓完鉛絲必須確認壓出痕跡。
B.貼膠布,盤轉子測量間隙。
用膠布測量上機殼口圈密封、軸封間隙。盤轉子一周,檢查膠布接觸痕跡不能過重,輕微接觸即可。上機殼下落時,注意密封、隔板與轉子之間的相對刮碰,膠布要錯開,不能重合。
②隔板的檢查:用塞尺檢查各級隔板定位面間隙,要求間隙符合標準。
③密封與隔板、隔板與內機殼中分面水平打表測量
確認密封及上下隔板中分面打表值之和小于0,檢查密封與隔板中分面間符合要求。打表值代數和大于0會造成密封隔板變形,機組竄氣,無法合箱。
(4) 干氣密封的回裝控制點
本次大修更換干氣密封組件,干氣密封安裝是機組檢修非常關鍵的質量控制點,其安裝質量關系到以后機組長周期生產運行。其安裝作業要點如下:
①由于密封筒體的性能與旋轉方向有很大關系,在安裝前,應確認軸的旋轉方向與密封的結構相吻合。
②檢查轉子軸和密封腔表面沒有任何毛刺或缺口,清洗干凈密封將要裝配到其中的整個部位,并根據需要進行修整。
③測量轉子與壓縮機機殼之間的軸向相對位置,作為密封的安裝基準。
④在密封安裝之前,對密封筒體進行試轉,以盡量避免次級密封組件的“懸空”狀況,導致密封一開始就有較大的泄漏。
⑤給內“O”形圈輕輕涂上硅基潤滑脂,在機軸和軸套腔內輕輕涂上一層抗咬結膏。
⑥將密封筒體放入密封腔,用專用的壓具板將密封筒體均衡地頂到壓縮機中,將密封筒體壓入到底,直至定位環和壓縮機殼體之間形成金屬與金屬間的接觸面。
⑦安裝定位塊。
(5)支撐軸承、推力軸承的間隙或調整質量控制點
支撐軸承和推力軸承的間隙是機組檢修關鍵的質量控制點,在拆卸和安裝時都需要測量支撐軸承和推力軸承的間隙。
1) 支撐軸承的間隙測量
用抬軸法(可傾瓦)或壓鉛法配合塞尺測量徑向軸承間隙,符合設計要求。
2) 推力軸承的間隙測量
用推軸法測量推力軸承間隙,將百分表表座固定在泵頭端面,百分表指針垂直指向驅動端軸頭端面,竄動轉子,使轉子軸朝推力軸承方向移動到其行程的終點,將千分表的指示設定到零,將轉子軸朝驅動端方向移動到其行程的終點。此時千分卡指示器上的讀數值就是其軸向間隙的總值,即軸向總竄量,符合設計要求。
3) 推力軸承墊整塊的尺寸確定
因本次檢修為整體更換內缸機束(更換轉子),轉子要重新安裝,因此要重新確定推力軸承調整墊的厚度尺寸,確定推力軸承的竄量符合設計要求,即保持推力軸承的運行間隙符合要求。
確定推力軸承調整墊厚度尺寸的作業要點:
①葉輪-喉管通道錯合量及軸向間隙
在未安裝推力軸承,調整每片葉輪的錯合程度,對轉子進行軸向取中定位,使錯合量達到盡可能優化的水平,如上表所示。
②調整墊的尺寸確定
A.外側推力軸承調整墊厚度尺寸的確定
安裝下半部分外側推力軸承,不帶調整墊,確認軸承靴完全緊靠在推力盤上,仔細地測量基底環背面到推力軸承外殼之間的間隙(間隙值1),則間隙值1就是外側推力軸承調整墊所需的厚度,裝上調整墊,回裝外側推力軸承。
B.內側推力軸承調整墊厚度尺寸的確定
使推力盤緊靠外側推力靴,安裝下半部分的內側推力軸承,不帶調整墊,使推力靴緊靠推力盤,測量內側推力軸承基底環和外殼座合面之間的間隙(間隙值2),則內側推力軸承調整墊的厚度是間隙值2減去推力軸承運行總間隙的設計值。
(5) 聯軸器對中找正
機組安裝完成后,聯軸器對中找正是機組檢修的關鍵質量控制節點,本次檢修在冷態下采用激光對中儀進行對中找正。聯軸器對中找正的質量控制值如下表:
5、結語
綜上,通過本次合成氣壓縮機的大修過程,總結出了離心式壓縮機組檢修的步驟程序及檢修質量控制要點,重點闡述機組檢修前的準備工作、檢修方案的編制和審批、技術交底,檢修步驟及檢修過程質量控制要點,對指導離心式壓縮機組的大修有一定的現實指導意義。
參考文獻
[2]中國石化集團上海工程有限公司.化工工藝設計手冊 第四版(上下冊).北京:化學工業出版社,2009.6.
[3]王福利. 石油化工廠設備檢修手冊 壓縮機組.北京:中國石化出版社,2007
作者簡介
石芝鋒 ,過程裝備與控制工程專業,本科學士,工程師,現就職于廣西華誼能源化工有限公司,任設備工程師。在石油化工、煤化工及燃氣行業從事設備專業技術管理工作近10年,曾就職于中國燃氣、廣西欽州泰興石油化工有限公司。
來源:本站原創

網友評論
條評論
最新評論