

【壓縮機網】一、前言
在石油煉化行業當中,壓縮機機組是裝置的核心設備,壓縮機組的長周期、安全、平穩運行,是裝置長周期安全生產運行的關鍵。目前,在石油化工行業使用z*廣泛的壓縮機組為往復式壓縮機、離心式壓縮機。在加氫精制裝置中,新氫壓縮機是裝置的核心機組,其作用是為裝置加氫精制反應系統補氫及增壓。
在生產運行過程中,氫壓機出現排氣溫度超高的主要危害有以下幾個方面:一是將加劇氫氣中所攜帶少量未被分離出潤滑油等雜質分解與揮發。缸壁、氣閥及氣缸通道內積炭,致使發生堵塞氣閥、卡住活塞環及出現爆炸等事故。二是氫壓機活塞環和拉桿密封環、阻流環等非金屬材料密封元件易于老化變質或變形損壞,降低其使用壽命,相繼增加了維修工作量及維修費用。三是氫壓機活塞環和拉桿密封環等密封元件容易發生損壞和泄漏,泄漏出氫氣與空氣混合,達到極限濃度,就會發生爆炸著火事故。這極不利于操作人員日常維護管理,危及裝置安全運行。
因此,針對性的對氫壓機排氣溫度高的故障進行詳細的分析,并提出切實有效的解決措施,以確保氫壓機的安全、平穩和長周期運行是非常重要的。對確保加氫精制裝置長周期、安全、平穩生產運行非常關鍵。
二、新氫壓縮機機組概述
我司15萬噸/年加氫異構化裝置新氫壓縮機組C-1001A/B機組為固定水冷、二級、對稱平衡型無油潤滑往復活塞式壓縮機,其作用為為裝置加氫精制反應系統補氫增壓。該機組一備一用,自2014年10月10日投入生產以來,在這幾年機組的生產運行過程中,該機組相繼出現幾次排氣溫度高故障,嚴重影響裝置的安全長周期生產運行。
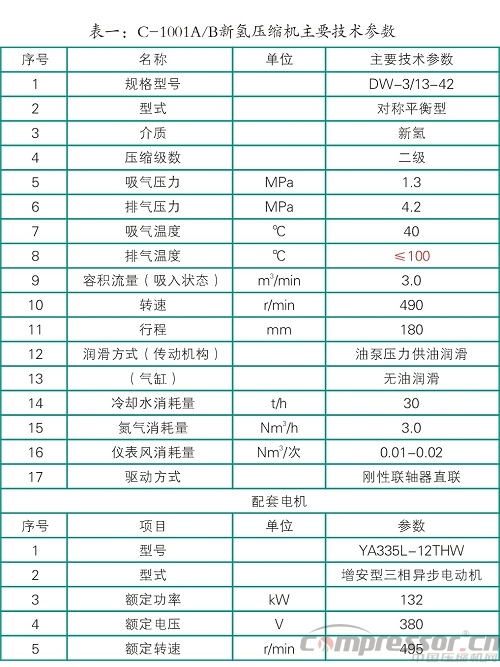
1、壓縮機組的主要技術參數
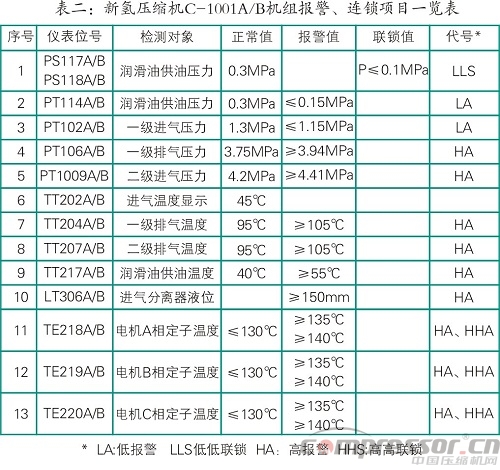
該新氫壓縮機機組的主要技術參數如表一所示,機組正常操作指標及機組報警、連鎖項目一覽表如表二所示。
2、近年來機組出現的排氣溫度高故障統計
自2014年10月10日投用以來,在生產運行過程中,機組頻繁出現排氣溫度高故障。其中C-1001A出現3次故障,C-1001B出現2次故障,主要的故障如表三所示。

三、機組排氣溫度高的原因分析
從近幾年機組出現的故障情況分析,造成機組排氣溫度高的原因主要有以下幾個方面:
1、設備原因
1.1 氣閥泄漏故障造成氣閥倒氣是新氫壓縮機排氣溫度高的原因之一。而造成氣閥泄漏倒氣的原因主要有以下幾點:
(1)氣閥閥片損壞或斷裂。氣閥閥片及彈簧的的質量存在問題或材質不符合要求,導致機組在運行過程中,氣閥閥片損壞或斷裂;機組帶液,形成液擊,非常容易造成氣閥閥片及彈簧損壞或斷裂,也存在嚴重的安全隱患。
(2)氣閥閥片及閥座密封面的腐蝕和刮傷,導致氣閥的泄漏。特別在腐蝕性介質的工況及輸送的介質不干凈,含有粉塵、油泥等易造成密封面的腐蝕和刮痕損壞。
(3)輸送介質含有粉塵、油泥等,在氣閥表面,特別是氣閥閥片及閥座密封面形成結焦,導致氣閥被卡住或墊住,造成氣閥泄漏,很容易造成氣閥和彈簧的斷裂。
(4)彈簧因質量問題或疲勞斷裂,平衡力不均,氣閥彈簧損壞會引起氣閥閥片斷裂,其后果又進一步加速閥座的損壞。
從幾次檢修情況看,因進口過濾器濾網脫落,輸送介質不凈,含粉塵、油泥等,在氣閥表面,特別是氣閥閥片及閥座密封面形成油泥結焦,如圖一所示。導致氣閥被卡住,容易造成氣閥閥片及閥座密封面損壞,氣閥和彈簧的斷裂。

1.2 氫壓機機組冷卻器及氣缸夾套換熱效果差。因引到氫壓機的循環水水質及懸浮物多,加上長期沒有對冷卻器、氣缸夾套和冷卻水管路系統進行清洗,新氫壓縮機中間冷卻器、氣缸夾套和冷卻水管路積垢堵塞嚴重,降低了傳熱效果,從而造成循環水帶走的熱量減少,引起機組排氣溫度升高。
1.3機組進口管線Y型過濾器濾芯濾網脫落,腐蝕掉,起不到過濾作用,大量的粉塵等雜質進入機組,造成缸套磨損,粉塵等雜質敷在氣閥上也容易導致氣閥故障。
1.4 因新氫壓縮前的新氫分液罐沒有安裝絲網除沫器,從制氫裝置來的氫氣介質常常帶液進入機組,形成液擊,非常容易造成氣閥閥片及彈簧損壞或斷裂,存在嚴重的安全隱患。

2、工藝操作原因
2.1裝置系統的波動,使機組入口壓力降低,機組壓縮比增大,排氣溫度升高。往復式壓縮機的排氣溫度可按絕熱壓縮計算,如下:
Td=TsεK-1/K…………………①
式中,Ts,Td為吸、排氣溫度,K;ε為壓縮比,ε=pd/ps;ps,pd為吸、排氣壓力,MPa;K為氣體絕熱指數,氫氣介質下,取K=1.407。
從上式可知,吸入溫度越高,壓縮比越大,排氣溫度越高。我司氫壓機輸送的介質氫氣來自于甲醇裂解制氫裝置,制氫裝置設計的氫氣出裝置壓力為1.5MPa,當制氫裝置生產操作波動,導致到氫壓機入口壓力低于氫壓機機組的額度進氣壓力時,由式ε=pd/ps知,壓縮比增大,排氣溫度就升高。如2015年3月10日15:20,因主操在操作調節制氫裝置時,導致整改制氫裝置工況波動,出裝置的氫分壓降低,到新氫壓縮機C-1001A入口壓力低于設計值(設計值1.3MPa,而實際操作值為0.53~0.55MPa),壓縮機出口壓力由反應系統壓力確定,由式①可知,壓縮比增大,排氣溫度升高。
2.2 循環水系統運行工況的影響。進機組的循環水溫度較高或循環水壓力低,都會造成循環水帶走熱量減少,也會使排氣溫度上升。
3、機組管理不當
由于平時對機組的日常維護及定期維護保養不到位,崗位人員沒有嚴格按照安全操作規程作業,巡檢不到位,機組的管理不到位,常常造成機組帶病運行,或運行過程中存在問題沒有及時發現,造成機組故障,事故發生。
四、解決措施
為了確保新氫壓縮機組處于完好狀態,長周期、安全運行,針對以上氫壓機排氣溫度高的原因分析,提出以下幾點解決措施:
1、在進行氣閥配件采購時,氣閥的材質要結合現工藝工況的特性,嚴格按照規范及技術要求選擇,嚴格把控好氣閥及彈簧的質量。
2、凡新領備件要認真檢查驗收,閥片不得有變形、裂紋、劃痕等缺陷;閥座密封面不得有腐蝕麻點、氣孔及劃痕,表面粗糙度為Ra0.8,閥座邊緣不得有裂紋、溝槽等缺陷;閥座與閥片接觸線應連續封閉;對氣閥組裝后,用煤油進行氣密性試驗,對超標一律更換或返修。
3、要定期對機組冷卻器、氣缸夾套和冷卻水管路系統進行清洗,確保冷卻水系統的暢通,提高冷卻器、氣缸夾套的換熱效果。

4、定期檢查機組進口管線Y型過濾器濾芯濾網是否腐蝕脫落,過濾器是否堵塞,進行清理。
5、在氫壓機入口新氫分液罐頂部設DN1000mm,厚150mm,40目絲網除沫器(材質1Cr18Ni9Ti)。
6、嚴格控制好裝置操作,禁止機組帶液運行。
7、確保甲醇裂解制氫裝置的平穩運行,防止因裝置波動使機組入口壓力低于設計值,造成機組排氣溫度升高。
8、做好循環水系統的平穩運行,控制調節循環水溫度不超過21~22 ℃,循環水壓力不低于0.38 MPa。確保冷卻水系統的暢通。
9、氫壓機在大修和裝置檢修后,要嚴格按規程對所屬管線逐條進行吹掃、置換。在進行機組檢修時,要嚴格按照《SHS 01020-2004 活塞式壓縮機維護檢修規程》進行檢修和驗收,把控好檢修質量。
10、加強機組的管理工作,做好機組的日常維護保養和定期維護保養工作。對公司級的大型機組的特護工作,崗位操作人員要嚴格按照設備安全操作規程操作。
五、結束語
為了確保新氫壓縮機機組的長周期、安全平穩的生產運行,就要做氫壓機組的安全管理工作。做到日、周、月度及年度的日常和定期檢查維護保養,車間班組及設備管理人員要每天檢查機組潤滑油油位,檢查機組排氣溫度和排氣壓力,冷卻水進水壓力和溫度,儀器儀表等指示燈是否正常,機組有無異響和泄漏。每周進行機組衛生的清潔;每月進行潤滑油的分析,檢查油品是否乳化變質;每年定期對進行機組的維護檢修保養。加強車間班組、維保人員及專業技術人員的機組特護工作,落實到責任人,定時定點進行機組的巡檢點檢工作,及時發現機組在運行過程中的隱患,確保機組的安全運行。崗位操作人員要嚴格按照設備安全操作規程進行操作,嚴禁違規操作。只有這樣堅持科學的管理,才能降低設備故障率,才能降低設備維修和管理成本,確保設備的安全運行,提高企業的經濟效益。
參考文獻
【1】SHS 01020-2004 《活塞式壓縮機維護檢修規程》
【2】中國石油和石化工程研究會.《煉油設備工程師手冊(第二版)》.中國石化出版社.2009
【3】王福利 田吉新 戴有恒.《石油化工廠設備檢修手冊 壓縮機組》.中國石化出版社.2007
【4】史開洪 艾中秋.煉油裝置技術問答叢書《加氫精制裝置技術問答》.中國石化出版社.2006.8
【5】中國石化集團上海工程有限公司.《化工工藝設計手冊(第四版)》.中國石化出版社.2009
作者簡介
石芝鋒,男,本科學士,中級工程師,過程裝備與控制工程專業。在石油化工及燃氣行業從事設備專業技術管理工作近8年,精通煉廠設備管理及故障處理。現任廣西欽州泰興石油化工有限公司設備主管和設備工程師,在煉廠加氫裝置從事設備專業技術管理。
【壓縮機網】一、前言
在石油煉化行業當中,壓縮機機組是裝置的核心設備,壓縮機組的長周期、安全、平穩運行,是裝置長周期安全生產運行的關鍵。目前,在石油化工行業使用z*廣泛的壓縮機組為往復式壓縮機、離心式壓縮機。在加氫精制裝置中,新氫壓縮機是裝置的核心機組,其作用是為裝置加氫精制反應系統補氫及增壓。
在生產運行過程中,氫壓機出現排氣溫度超高的主要危害有以下幾個方面:一是將加劇氫氣中所攜帶少量未被分離出潤滑油等雜質分解與揮發。缸壁、氣閥及氣缸通道內積炭,致使發生堵塞氣閥、卡住活塞環及出現爆炸等事故。二是氫壓機活塞環和拉桿密封環、阻流環等非金屬材料密封元件易于老化變質或變形損壞,降低其使用壽命,相繼增加了維修工作量及維修費用。三是氫壓機活塞環和拉桿密封環等密封元件容易發生損壞和泄漏,泄漏出氫氣與空氣混合,達到極限濃度,就會發生爆炸著火事故。這極不利于操作人員日常維護管理,危及裝置安全運行。
因此,針對性的對氫壓機排氣溫度高的故障進行詳細的分析,并提出切實有效的解決措施,以確保氫壓機的安全、平穩和長周期運行是非常重要的。對確保加氫精制裝置長周期、安全、平穩生產運行非常關鍵。
二、新氫壓縮機機組概述
我司15萬噸/年加氫異構化裝置新氫壓縮機組C-1001A/B機組為固定水冷、二級、對稱平衡型無油潤滑往復活塞式壓縮機,其作用為為裝置加氫精制反應系統補氫增壓。該機組一備一用,自2014年10月10日投入生產以來,在這幾年機組的生產運行過程中,該機組相繼出現幾次排氣溫度高故障,嚴重影響裝置的安全長周期生產運行。
1、壓縮機組的主要技術參數
該新氫壓縮機機組的主要技術參數如表一所示,機組正常操作指標及機組報警、連鎖項目一覽表如表二所示。
2、近年來機組出現的排氣溫度高故障統計
自2014年10月10日投用以來,在生產運行過程中,機組頻繁出現排氣溫度高故障。其中C-1001A出現3次故障,C-1001B出現2次故障,主要的故障如表三所示。
三、機組排氣溫度高的原因分析
從近幾年機組出現的故障情況分析,造成機組排氣溫度高的原因主要有以下幾個方面:
1、設備原因
1.1 氣閥泄漏故障造成氣閥倒氣是新氫壓縮機排氣溫度高的原因之一。而造成氣閥泄漏倒氣的原因主要有以下幾點:
(1)氣閥閥片損壞或斷裂。氣閥閥片及彈簧的的質量存在問題或材質不符合要求,導致機組在運行過程中,氣閥閥片損壞或斷裂;機組帶液,形成液擊,非常容易造成氣閥閥片及彈簧損壞或斷裂,也存在嚴重的安全隱患。
(2)氣閥閥片及閥座密封面的腐蝕和刮傷,導致氣閥的泄漏。特別在腐蝕性介質的工況及輸送的介質不干凈,含有粉塵、油泥等易造成密封面的腐蝕和刮痕損壞。
(3)輸送介質含有粉塵、油泥等,在氣閥表面,特別是氣閥閥片及閥座密封面形成結焦,導致氣閥被卡住或墊住,造成氣閥泄漏,很容易造成氣閥和彈簧的斷裂。
(4)彈簧因質量問題或疲勞斷裂,平衡力不均,氣閥彈簧損壞會引起氣閥閥片斷裂,其后果又進一步加速閥座的損壞。
從幾次檢修情況看,因進口過濾器濾網脫落,輸送介質不凈,含粉塵、油泥等,在氣閥表面,特別是氣閥閥片及閥座密封面形成油泥結焦,如圖一所示。導致氣閥被卡住,容易造成氣閥閥片及閥座密封面損壞,氣閥和彈簧的斷裂。
1.2 氫壓機機組冷卻器及氣缸夾套換熱效果差。因引到氫壓機的循環水水質及懸浮物多,加上長期沒有對冷卻器、氣缸夾套和冷卻水管路系統進行清洗,新氫壓縮機中間冷卻器、氣缸夾套和冷卻水管路積垢堵塞嚴重,降低了傳熱效果,從而造成循環水帶走的熱量減少,引起機組排氣溫度升高。
1.3機組進口管線Y型過濾器濾芯濾網脫落,腐蝕掉,起不到過濾作用,大量的粉塵等雜質進入機組,造成缸套磨損,粉塵等雜質敷在氣閥上也容易導致氣閥故障。
1.4 因新氫壓縮前的新氫分液罐沒有安裝絲網除沫器,從制氫裝置來的氫氣介質常常帶液進入機組,形成液擊,非常容易造成氣閥閥片及彈簧損壞或斷裂,存在嚴重的安全隱患。
2、工藝操作原因
2.1裝置系統的波動,使機組入口壓力降低,機組壓縮比增大,排氣溫度升高。往復式壓縮機的排氣溫度可按絕熱壓縮計算,如下:
Td=TsεK-1/K…………………①
式中,Ts,Td為吸、排氣溫度,K;ε為壓縮比,ε=pd/ps;ps,pd為吸、排氣壓力,MPa;K為氣體絕熱指數,氫氣介質下,取K=1.407。
從上式可知,吸入溫度越高,壓縮比越大,排氣溫度越高。我司氫壓機輸送的介質氫氣來自于甲醇裂解制氫裝置,制氫裝置設計的氫氣出裝置壓力為1.5MPa,當制氫裝置生產操作波動,導致到氫壓機入口壓力低于氫壓機機組的額度進氣壓力時,由式ε=pd/ps知,壓縮比增大,排氣溫度就升高。如2015年3月10日15:20,因主操在操作調節制氫裝置時,導致整改制氫裝置工況波動,出裝置的氫分壓降低,到新氫壓縮機C-1001A入口壓力低于設計值(設計值1.3MPa,而實際操作值為0.53~0.55MPa),壓縮機出口壓力由反應系統壓力確定,由式①可知,壓縮比增大,排氣溫度升高。
2.2 循環水系統運行工況的影響。進機組的循環水溫度較高或循環水壓力低,都會造成循環水帶走熱量減少,也會使排氣溫度上升。
3、機組管理不當
由于平時對機組的日常維護及定期維護保養不到位,崗位人員沒有嚴格按照安全操作規程作業,巡檢不到位,機組的管理不到位,常常造成機組帶病運行,或運行過程中存在問題沒有及時發現,造成機組故障,事故發生。
四、解決措施
為了確保新氫壓縮機組處于完好狀態,長周期、安全運行,針對以上氫壓機排氣溫度高的原因分析,提出以下幾點解決措施:
1、在進行氣閥配件采購時,氣閥的材質要結合現工藝工況的特性,嚴格按照規范及技術要求選擇,嚴格把控好氣閥及彈簧的質量。
2、凡新領備件要認真檢查驗收,閥片不得有變形、裂紋、劃痕等缺陷;閥座密封面不得有腐蝕麻點、氣孔及劃痕,表面粗糙度為Ra0.8,閥座邊緣不得有裂紋、溝槽等缺陷;閥座與閥片接觸線應連續封閉;對氣閥組裝后,用煤油進行氣密性試驗,對超標一律更換或返修。
3、要定期對機組冷卻器、氣缸夾套和冷卻水管路系統進行清洗,確保冷卻水系統的暢通,提高冷卻器、氣缸夾套的換熱效果。
4、定期檢查機組進口管線Y型過濾器濾芯濾網是否腐蝕脫落,過濾器是否堵塞,進行清理。
5、在氫壓機入口新氫分液罐頂部設DN1000mm,厚150mm,40目絲網除沫器(材質1Cr18Ni9Ti)。
6、嚴格控制好裝置操作,禁止機組帶液運行。
7、確保甲醇裂解制氫裝置的平穩運行,防止因裝置波動使機組入口壓力低于設計值,造成機組排氣溫度升高。
8、做好循環水系統的平穩運行,控制調節循環水溫度不超過21~22 ℃,循環水壓力不低于0.38 MPa。確保冷卻水系統的暢通。
9、氫壓機在大修和裝置檢修后,要嚴格按規程對所屬管線逐條進行吹掃、置換。在進行機組檢修時,要嚴格按照《SHS 01020-2004 活塞式壓縮機維護檢修規程》進行檢修和驗收,把控好檢修質量。
10、加強機組的管理工作,做好機組的日常維護保養和定期維護保養工作。對公司級的大型機組的特護工作,崗位操作人員要嚴格按照設備安全操作規程操作。
五、結束語
為了確保新氫壓縮機機組的長周期、安全平穩的生產運行,就要做氫壓機組的安全管理工作。做到日、周、月度及年度的日常和定期檢查維護保養,車間班組及設備管理人員要每天檢查機組潤滑油油位,檢查機組排氣溫度和排氣壓力,冷卻水進水壓力和溫度,儀器儀表等指示燈是否正常,機組有無異響和泄漏。每周進行機組衛生的清潔;每月進行潤滑油的分析,檢查油品是否乳化變質;每年定期對進行機組的維護檢修保養。加強車間班組、維保人員及專業技術人員的機組特護工作,落實到責任人,定時定點進行機組的巡檢點檢工作,及時發現機組在運行過程中的隱患,確保機組的安全運行。崗位操作人員要嚴格按照設備安全操作規程進行操作,嚴禁違規操作。只有這樣堅持科學的管理,才能降低設備故障率,才能降低設備維修和管理成本,確保設備的安全運行,提高企業的經濟效益。
參考文獻
【1】SHS 01020-2004 《活塞式壓縮機維護檢修規程》
【2】中國石油和石化工程研究會.《煉油設備工程師手冊(第二版)》.中國石化出版社.2009
【3】王福利 田吉新 戴有恒.《石油化工廠設備檢修手冊 壓縮機組》.中國石化出版社.2007
【4】史開洪 艾中秋.煉油裝置技術問答叢書《加氫精制裝置技術問答》.中國石化出版社.2006.8
【5】中國石化集團上海工程有限公司.《化工工藝設計手冊(第四版)》.中國石化出版社.2009
作者簡介
石芝鋒,男,本科學士,中級工程師,過程裝備與控制工程專業。在石油化工及燃氣行業從事設備專業技術管理工作近8年,精通煉廠設備管理及故障處理。現任廣西欽州泰興石油化工有限公司設備主管和設備工程師,在煉廠加氫裝置從事設備專業技術管理。

網友評論
條評論
最新評論